


How to Start Metal 3D Printing for Under $10K
Weekend Wire #22

👋 Happy Saturday! This week’s highlights include lecture notes on testing and debugging in real embedded systems, a DIY cast‑to‑sinter process that turns cheap SLA 3D prints into metal & ceramic parts, and a reference on the real cost of tolerances in machining.
Interesting Lecture Notes: Test & Debugging in Embedded Systems
Modern embedded products live or die by the rigor of their test and debug discipline. In 1999, GM learned this the hard way, recalling 3.5 million vehicles because a software bug in their anti-lock brakes added 15–20 meters to stopping distances. That single error cost roughly $350 million!
A 2016 Carnegie Mellon lecture on embedded systems neatly lays out the core principles of testing and debugging. Testing asks “Does the system behave as intended?” by executing it and verifying outputs. Debugging starts when something breaks, and doesn’t stop until you know the exact root cause.

Here’s a quick guide to embedded debugging tools - what to reach for when things break, and why.

If builders built buildings the way programmers wrote programs, then the first woodpecker that came along would destroy civilization. – Gerald Weinberg
Interesting Video: A Novel 3D Printing Process for Metals and Ceramics
Dan Gelbart is one of those rare engineers who posts infrequently, but only of the highest quality content when he has something worth saying. In a recent upload, he walks through cast-to-sinter, a manufacturing process that lets you turn SLA resin 3D prints into fully dense metal or ceramic parts.
The core idea isn’t new: cast a shape, sinter a powder. But what makes this process interesting is how it piggybacks on the resolution of cheap consumer SLA printers and uses them to produce near-mirror-finish metal parts that can be electropolished straight out of the furnace. You can actually do it yourself with access to a resin printer, a freeze dryer, and a basic sintering setup (think: old ceramic kiln).

Cast-to-Sinter Process:
Print an oversize master: use a cheap, high‑resolution SLA resin printer or order online from a prototyping platform. Scale the CAD model up ~19 % to offset the inevitable shrink in sintering.
Cast a silicone mold: Photopolymers (like the ones used in SLA 3D printing) poison silicone cure, so coat the plastic model using any paint. Pour the silicone around the part and let it self-degas, and slit it open when cured.
Load the mold with metal slurry: Mix fine (< 25 µm) metal powder with Rapidia’s water‑based binder (~10 wt %). Degas, then pour under vibration so the paste finds every corner and removes air entrapment.
Freeze, then freeze‑dry: Place the mold in a –40 °C freeze‑dryer. The slurry freezes into a metal‑ice composite that’s tough enough to survive demolding, undercuts and all.
Sinter: For steel, nickel, or other metals, a 12‑hour vacuum cycle in Rapidia’s vacuum sintering furnace hits ~99 % density. For ceramics (alumina, zirconia, etc.), you can use a $4k air furnace.
The process works with any sinterable metal or ceramic. Ceramics need <$10k in equipment; metals require a $140k vacuum furnace specifically by Rapidia. Full equipment list linked in the comments.
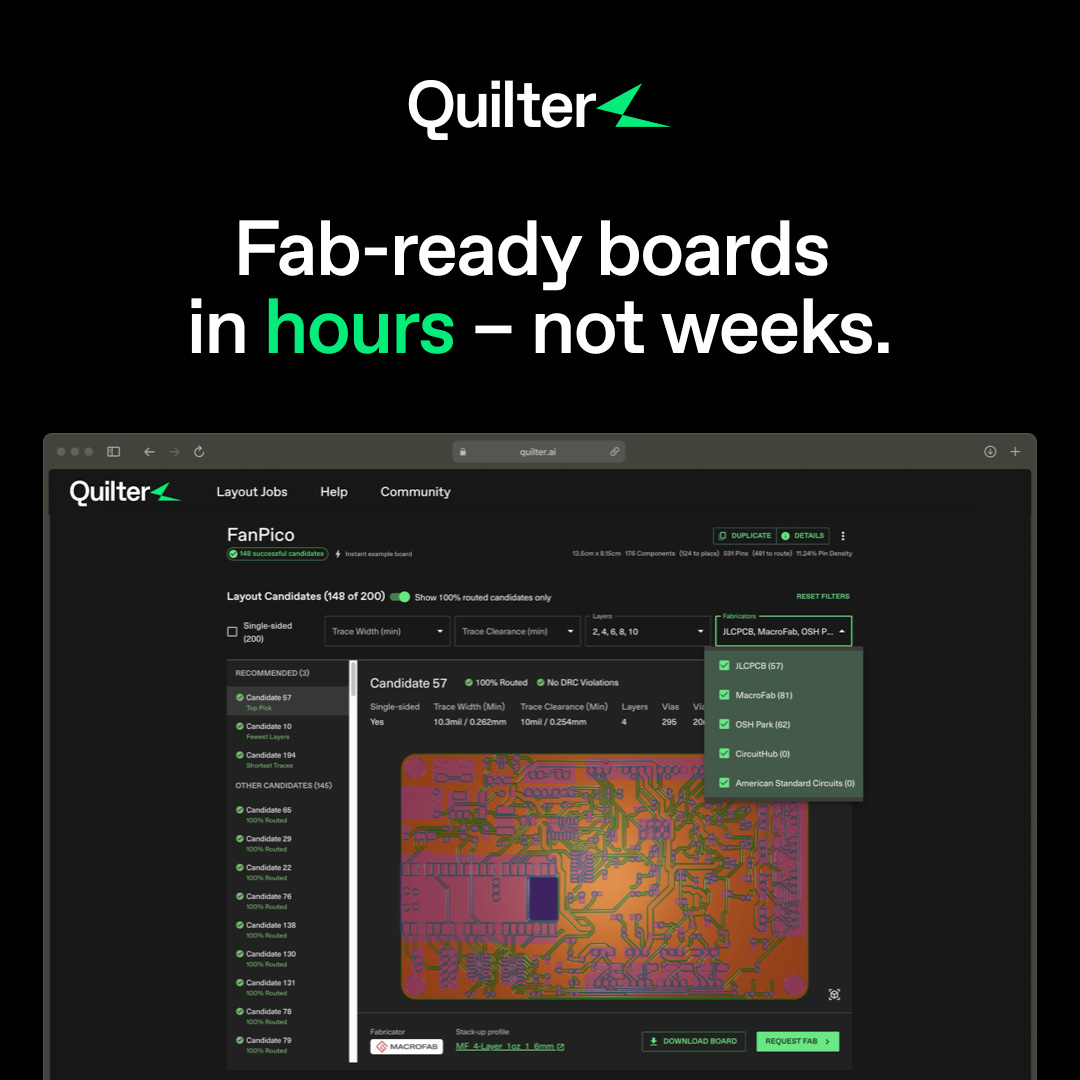
Presented by Quilter: Move Fast. Fix Less. Win More.
Lose six months, lose the market. PCB layout is the bottleneck. Quilter makes it disappear.
The companies outpacing the rest aren’t tweaking BOMs or chasing perfect prototypes. They’ve reframed R&D as a competitive weapon, a system for learning faster than their competitors.
Quilter delivers fab-ready PCB layouts in hours, not weeks—using AI to automate placement, routing, stackup optimization, and rule checks—and works seamlessly with Altium and KiCAD, not replacing them. No new tool flow. No friction. No excuses. Just clean, fab-ready layouts—completed while you're on a lunch break. The fastest hardware teams—like those in aerospace and defense—already prototype this way. If you’re still waiting on layout, you’re already behind.
Steal the playbook the top hardware teams are using to crush their Q2 objectives.
Interesting Chart: What Tighter Tolerances Really Cost
A rule of thumb for machined parts: only tighten tolerances or call for fine surface finishes when the part truly needs it. Extra precision adds cost, slows down lead times, and rules out a lot of otherwise capable shops.

Lots more great advice for sourcing machined parts, especially on how to simplify specs here.

Manufacturing & Startup News
More leftovers from our weekly research:
Irrigreen raised a $19M Series A round to scale its robotic sprinkler system that uses GPS and variable nozzles to reduce water waste.
Slate Auto officially launched a two‑seat electric pickup that ships at a base package with no infotainment system, single-color paint, and a sub-$20K price - trading features for affordability.
UK-based Isembard raised a $9M seed round to develop distributed micro-factories for reshoring precision manufacturing across defense, energy, and aerospace.
Apex raised a $200M Series C round to expand production of its standardized satellite buses for defense and commercial space customers.
OnePlanet secured $7M in seed funding to build a facility for recovering materials from end-of-life solar panels, including silicon, copper, and aluminum.
Chipiron raised $17M to develop a portable, low-field MRI system aimed at point-of-care and remote diagnostic use.
Refer a Friend, Earn Rewards 🎁
Refer just one friend to Hardware FYI, and we’ll send you our complete database of resources—every design guide, article, white paper, and more.

Thanks for reading to the end - if you’ve enjoyed the mechanics of these insights, consider sharing this issue with a fellow enthusiast!